藍(lán)寶石是一種集優(yōu)良光學(xué)性能、物化學(xué)性能于一體的多功能材料,其具有高硬度、高熔點(diǎn)以及良好化學(xué)穩(wěn)定性等特點(diǎn),在紫外波段具有良好的透光率,是重要的光學(xué)元件,被廣泛應(yīng)用于民用、國防和科研等領(lǐng)域。由于藍(lán)寶石屬于硬脆材料,在傳統(tǒng)機(jī)械加工過程中容易出現(xiàn)裂紋、崩邊等現(xiàn)象。又因為藍(lán)寶石化學(xué)穩(wěn)定性較好,使得化學(xué)加工方法對其難以加工。激光加工具有非接觸、應(yīng)用范圍廣、靈活度高等特點(diǎn),適用于硬脆性材料的加工。目前,采用高能激光束加工藍(lán)寶石的方法主要有超短脈沖激光加工、納秒脈沖紫外激光加工、激光誘導(dǎo)等離子體加工、激光誘導(dǎo)背部濕法加工以及選擇性濕法加工。其中,激光誘導(dǎo)等離子體刻蝕原理和激光誘導(dǎo)背部濕法刻蝕原理相似,前者以金屬固體靶材作為吸收介質(zhì),而后者以液體溶劑作為吸收介質(zhì)。皮秒、飛秒超短脈沖激光加工藍(lán)寶石熱影響區(qū)較小,但光子能量損失大,材料去除率低,加工設(shè)備成本較高。紫外激光加工藍(lán)寶石,激光功率較低且焦深較短,藍(lán)寶石去除率較低。選擇性濕法刻蝕是將飛秒激光聚焦照射和化學(xué)刻蝕技術(shù)相結(jié)合,材料去除率仍然較低。普通紅外激光器成本低,輸出穩(wěn)定,但是藍(lán)寶石對其發(fā)出的激光束吸收率非常低。ZHOU等人在藍(lán)寶石背面涂厚度0.1mm黑漆作為吸收層,研究紅外納秒激光誘導(dǎo)藍(lán)寶石背面刻蝕,發(fā)現(xiàn)刻蝕率顯著增加。YIN等人在藍(lán)寶石表面制作12nm厚金膜,發(fā)現(xiàn)激光刻蝕能量閾值降低了大約25%。
為了增加藍(lán)寶石對紅外激光的吸收率,本文中提出不同金屬氧化物涂層輔助紅外激光器正面刻蝕藍(lán)寶石,對6種金屬氧化物涂層下的刻槽連續(xù)閾值和刻蝕率進(jìn)行比較分析,研究了激光能量對刻蝕率的影響規(guī)律,并分析了不同金屬氧化物涂層下刻蝕差異原因以及刻蝕機(jī)理。
1. 實驗
1.1 實驗設(shè)備和實驗材料
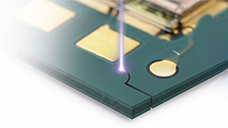
實驗裝置如圖 1所示。激光系統(tǒng)采用型號為ML-MU-W20H的紅外光纖激光器,波長為1064nm,輸出功率為20W,脈寬為100ns,光斑直徑為30μm,重復(fù)頻率為20kHz~200kHz,掃描速率為1mm/s~1000mm/s。為了避免在激光作用下藍(lán)寶石背面與接觸材料發(fā)生作用,影響刻蝕效果,所以將藍(lán)寶石試樣呈懸空放置。實驗材料選用c-0001面且雙面拋光的藍(lán)寶石基片,其尺寸為14mm×1mm(直徑厚度)。金屬氧化物分別為TiO2,ZrO2,CuO,ZnO,Cr2O3以及Fe2O3,純度達(dá)到98%,顆粒直徑約為1μm~3μm,其熔沸點(diǎn)如表 1所示。實驗前需要對藍(lán)寶石基片進(jìn)行預(yù)處理,將藍(lán)寶石基片分別放入去離子水和無水乙醇中超聲波清洗5min,然后低溫烘干。

Figure 1. Experimental platform of metal oxide coating assisted laser etching of sapphire
Table 1. Melting and boiling points of six metal oxides
| 顯示表格
1.2 實驗方法
先配置金屬氧化物涂層,其中骨料約為48%,水性粘結(jié)劑聚酰胺-酰亞胺約為19%,稀釋劑為水,將涂層均勻涂抹在藍(lán)寶石表面上,然后將涂層烘干,測得涂層厚度約為0.3mm。激光參量為:重復(fù)頻率20kHz,掃描速率5mm/s,直線掃描1次,離焦量0mm。圖 2為金屬氧化物涂層輔助激光刻蝕藍(lán)寶石的原理示意圖。為了便于計算刻蝕率,將刻槽剖面簡化為三角形,則刻蝕率為剖面積與掃描速度的乘積。

Figure 2. Schematic diagram of metal oxide coating assisted laser etching of sapphire
2. 結(jié)果與分析
2.1 不同金屬氧化物涂層對刻槽閾值的影響
圖 3為不同激光能量下6種涂層的刻槽形貌。從圖中可以看出,當(dāng)激光能量為8.5J/cm2時,TiO2涂層為連續(xù)性刻槽,刻槽邊緣重凝物較多;當(dāng)激光能量為14.1J/cm2時,Fe2O3涂層為連續(xù)性刻槽,刻槽寬度較小;當(dāng)激光能量為31.1J/cm2時,ZnO涂層為連續(xù)性刻槽,刻槽寬度較為整齊;當(dāng)激光能量為36.8J/cm2時,CuO涂層為連續(xù)性刻槽,刻槽寬度不一致;當(dāng)激光能量為45.3J/cm2時,Cr2O3和ZrO2涂層均為連續(xù)性刻槽,刻槽寬度較大但重凝現(xiàn)象較為明顯。

Figure 3. Groove morphology of six coatings under different laser energy
a—TiO2 b—ZrO2 c—CuO d—ZnO e—Cr2O3 f—Fe2O3
圖 4為6種涂層的刻槽閾值,此刻槽閾值為刻槽連續(xù)時的閾值。從圖中可以看出,TiO2涂層刻槽連續(xù)時的閾值較低,這是由于TiO2涂層有著較高的吸收激光能力以及與藍(lán)寶石相近的熔沸點(diǎn)。Cr2O3和ZrO2涂層刻槽連續(xù)時的閾值較高,這是由于其吸收激光能力一般而熔沸點(diǎn)遠(yuǎn)高于藍(lán)寶石。刻槽連續(xù)時的閾值與涂層的吸收激光能力、熱導(dǎo)率以及熔沸點(diǎn)等有關(guān)。涂層吸收激光能力越強(qiáng),熱導(dǎo)率越高,傳遞到藍(lán)寶石表面的能量就越大。由于6種金屬氧化物均顯示半導(dǎo)體性質(zhì),吸收激光能力隨著溫度升高而增加,而涂層的熱導(dǎo)率隨溫度的升高而降低,所以刻槽連續(xù)時的閾值受涂層吸收激光能力影響較大。CuO和Fe2O3涂層的熔沸點(diǎn)低于藍(lán)寶石的熔點(diǎn);TiO2和ZnO涂層的熔沸點(diǎn)與藍(lán)寶石相近,Cr2O3和ZrO2涂層的熔沸點(diǎn)高于藍(lán)寶石。當(dāng)熔沸點(diǎn)過低時,激光能量增大,溫度上升,涂層熔化汽化過快帶走一部分能量,阻礙吸收激光能量過少,從而傳遞給藍(lán)寶石表面的能量變少。當(dāng)熔沸點(diǎn)過高時,需要更多的激光能量來熔化,傳遞給藍(lán)寶石的能量就相對較少。當(dāng)熔沸點(diǎn)與藍(lán)寶石相近時,涂層與藍(lán)寶石同步熔化汽化,能夠?qū)⒏嗉す饽芰總鬟f給藍(lán)寶石。

Figure 4. Threshold of grooves for six coatings
2.2 激光能量對刻蝕率的影響
圖 5為激光能量45.3J/cm2,77.8J/cm2以及120.2J/cm2時,TiO2,ZrO2和CuO涂層刻槽的3維形貌,圖中縱坐標(biāo)之差為刻槽較低點(diǎn)(較大深度)與至高點(diǎn)(重凝物至高處)的距離,而本文中的刻槽深度以及相關(guān)計算均取平均刻槽深度。從圖中可以看出,刻槽寬度隨著激光能量的增大而增大,刻槽深度隨著激光能量的增大先增大后減小。當(dāng)激光能量為45.3J/cm2時,3種涂層的寬度較小,刻槽中間有少量重凝物。當(dāng)激光能量為77.8J/cm2時,刻槽寬度和深度進(jìn)一步增大,刻槽中間重凝物進(jìn)一步減少。當(dāng)激光能量為120.2J/cm2時,刻槽寬度繼續(xù)增大而深度大幅度降低,且刻槽底部中間有較多重凝物。

Figure 5. 3-D morphology of the grooves of the three coatings at different laser energy
a—TiO2 b—ZrO2 c—CuO
圖 6為TiO2,ZrO2以及CuO涂層的刻蝕率隨激光能量變化的規(guī)律。從圖中可以看出,隨著激光能量的增加,3種涂層的刻蝕率均先增加后減小。當(dāng)激光能量為14.1/cm2~28.2/cm2時,刻蝕率增加緩慢且較低,這是由于傳遞到藍(lán)寶石的能量較低,藍(lán)寶石表面大多處于熔融狀態(tài),只有少量的藍(lán)寶石氣化。當(dāng)激光能量為28.2/cm2~77.8/cm2時,刻蝕率增大較快,這是由于3種金屬氧化物涂層均顯示半導(dǎo)體性質(zhì),溫度上升,雜質(zhì)中的電子吸收光子躍遷到導(dǎo)帶中形成的自由載流子的濃度迅速增加,其與紅外激光光子能量匹配的能級增多,吸收激光能力增強(qiáng),從而傳遞到藍(lán)寶石表面的能量較多。當(dāng)激光能量為77.8/cm2~141.4/cm2時,刻蝕率有所降低,這是由于隨著激光能量增大,刻槽寬度大幅度增大,更多的藍(lán)寶石被熔化處于熔融狀態(tài),而吸收的能量不足以使處于熔融狀態(tài)的藍(lán)寶石全部氣化,導(dǎo)致剩余的藍(lán)寶石在刻槽中間重新凝固,使得刻槽深度大幅度降低。

Figure 6. Etching rate of three coatings varies with laser energy
2.3 不同金屬氧化物涂層對刻蝕率的影響
圖 7和圖 8為相同激光能量時(77.8J/cm2)6種涂層的刻槽形貌和3維形貌。從圖中可以看出,TiO2, Cr2O3以及Fe2O3的刻槽寬度較大且相近,其次是CuO,ZrO2和ZnO涂層。TiO2和ZnO涂層的刻槽深度較大,其次是CuO和Fe2O3涂層,ZrO2和Cr2O3涂層的刻槽深度較小。TiO2和ZnO涂層的刻槽中間有較少的重凝物,其余4種涂層的刻槽中間及邊緣重凝物相對較多。

Figure 7. Groove morphology of six coatings when the laser energy is 77.8J/cm2
a—TiO2 b—ZrO2 c—CuO d—ZnO e—Cr2O3 f—Fe2O3

Figure 8. 3-D morphology of grooves of six coatings when the laser energy is 77.8J/cm2
a—TiO2 b—ZrO2 c—CuO d—ZnO e—Cr2O3 f—Fe2O3
圖 9為相同激光能量時(77.8J/cm2)6種涂層的刻蝕率。從圖可以看出,TiO2涂層的刻蝕率較高,這是由于此激光能量下涂層溫度較高,而6種金屬氧化物涂層均顯示半導(dǎo)體性質(zhì),其吸收激光能力隨著溫度升高而增加,熱導(dǎo)率隨著溫度升高而下降,這樣使得在高溫下傳遞到藍(lán)寶石表面能量主要與涂層吸收激光能力有關(guān)。從ZHAO等人和HOSAKA等人計算測量的TiO2的反射光譜中可以看出,TiO2對1064nm紅外激光的反射率約為18%,吸收率約為82%,高溫下的能級雜化,吸收率可達(dá)90%以上。同時,TiO2涂層有著與藍(lán)寶石相近的熔沸點(diǎn),能夠?qū)⒏嗄芰總鬟f到藍(lán)寶石表面。ZrO2涂層的刻蝕率較低,這是由于其自身吸收激光能力不高而熔沸點(diǎn)遠(yuǎn)高于藍(lán)寶石,這樣使得傳遞到藍(lán)寶石表面的能量較少,從而刻蝕率相對較低。

圖 9 Etching rate of six coatings when the laser energy is 77.8J/cm2
在激光輻射下藍(lán)寶石表面涂層達(dá)到一定溫度后,開始發(fā)生熔化和氣化,涂層表面熔化氣化導(dǎo)致的液體-氣體界面向涂層內(nèi)部推移,涂層的內(nèi)部也存在對激光的吸收。在推移的過程中,將大部分的熱量傳遞到藍(lán)寶石表面。當(dāng)藍(lán)寶石表面溫度達(dá)到2327K時,則開始熔化,并在3250K溫度下保持穩(wěn)定熔融狀態(tài);當(dāng)溫度高于3250K時,則開始?xì)饣?/span>
3. 結(jié)論
提出了一種新的利用低成本的紅外光纖激光器刻蝕藍(lán)寶石的方法,即金屬氧化物涂層輔助激光刻蝕藍(lán)寶石,對比分析了不同激光能量下6種金屬氧化物涂層輔助激光刻蝕藍(lán)寶石的差異原因以及刻蝕機(jī)理。
(1) 6種金屬氧化物涂層中,TiO2涂層刻槽連續(xù)時的閾值較低;相同激光能量下,TiO2涂層的刻蝕率較高。這是由于TiO2涂層有著較高吸收激光能力以及與藍(lán)寶石相近的熔沸點(diǎn),從而能夠阻礙吸收較多的激光能量,將更多能量傳遞到藍(lán)寶石表面。
(2) 隨著激光能量增大,涂層輔助下的刻蝕率均先增大后減小。這是由于激光能量增大,刻槽寬度增大,熔化的藍(lán)寶石過多,而吸收的能量不足以使處于熔融狀態(tài)的藍(lán)寶石全部氣化,剩余的藍(lán)寶石在刻槽底部重新凝固,使得刻槽深度大幅度降低,從而刻蝕率降低。
注明 文章來源:激光技術(shù)網(wǎng) http://www.jgjs.net.cn/cn/article/doi/10.7510/jgjs.issn.1001-3806.2021.06.014